|
|
|




















|
|


मैं अब ऑनलाइन चैट कर रहा हूँ
प्रमाणन


हेयर पिन हॉट स्टैकिंग मशीन TIG वेल्डिंग संयुक्त से पहले ट्रिम कटिंग
|
उत्पाद विवरण:
भुगतान & नौवहन नियमों:
|




विस्तृत उत्पाद विवरण
| क्रॉपिंग आवेदन: | एकीकृत स्टार्टर जनरेटर संयोजन | ऑटोमोटिव प्रौद्योगिकी: | कंडक्टर ट्रिम वेल्डिंग के लिए तैयार |
|---|---|---|---|
| उत्पादन प्रक्रिया: | स्टेटर वाइंडिंग प्रक्रिया में पिन बनाना, इंसर्शन, स्लॉट इंसुलेशन, कंडक्टर ट्विस्टिंग (डबल लेयर), कंड | कटाई: | दो कटर ट्रिम के लिए गठित कंडक्टर |
| फ़्यूज़िंग प्रकार: | ऑपरेटर के लिए वेल्डिंग संचालन और सेटिंग आसान है | पीएलसी: | मित्सुबिशी |
| कुल वजन: | पैकेज पैलेट सहित 600 किलोग्राम | ट्रिम टूलिंग: | दो ट्रिमिंग फिक्स्चर, आंतरिक और बाहरी |
| प्रमुखता देना: | हेयर पिन हॉट स्टैकिंग मशीन,टीआईजी वेल्डिंग के लिए गर्म स्टैकिंग मशीन,ट्रिम कटिंग हॉट स्टैकिंग मशीन |
||
ईवी कार असेंबली के लिए TIG वेल्डिंग जॉइंट से पहले हेयर पिन ट्रिम काटना
इस हेयरपिन काटने की मशीन तार लंबाई अंतर को हटाने के लिए ईवी कार इलेक्ट्रिक कार स्टेटर उत्पादन प्रक्रिया है
तार प्रेस सम्मिलन पिन लटकाने और घुमावदार प्रक्रिया में हुआ, सहिष्णुता +/- 0.2 मिमी है,
काटने की मशीन कटाई और कटाई बाल पिन नेतृत्व के अंत उन्हें स्थिरता हो जाने के लिए,
कतरनी बाल पिन एक पूर्व प्रक्रिया है वेल्डिंग गुणवत्ता लगातार सुनिश्चित करने के लिए, वेल्डिंग सिर पूरी क्षमता,
उपकरण हाइड्रोलिक ड्राइव मोड, मॉड्यूलेशन टूलींग का उपयोग करते हैं
(1)आवेदनः
एकीकृत स्टार्टर जनरेटर असेंबली,
(2)लाभः
1कई प्रमुख चीनी निर्माताओं को आपूर्ति, समृद्ध अनुभव,
इंजीनियरिंग टीम वेल्डिंग BSG मोटर स्टेटर हेयरपिन में बहुत अनुभव है
2वेल्डिंग की गुणवत्ता सुनिश्चित, पवन स्वचालन वेल्डिंग नमूने केवल उपकरण लागत चार्ज कर सकते हैं
वेल्डिंग मशीन समाप्त होने से पहले
3. नीचे आयाम वाले स्टेटरों को संभालने में समृद्ध अनुभव
496 स्लॉट के लिए दक्षताः 50s / टुकड़ा, यह प्रति शिफ्ट 8 घंटे के लिए लगभग 560pcs है
| स्टेटर ओडी आकार | स्लॉट नं. |
| 142 मिमी | 96 स्लॉट |
| 72 स्लॉट |
(3)टीआईजी वेल्डिंग विशेषताः
वेल्डिंग संयुक्त सेट किया जा सकता है,
स्टार्टिंग जोड़ को सेट किया जा सकता है,
और वेल्डिंग संशोधन के लिए अकेले खड़े होने के लिए सेट किया जा सकता
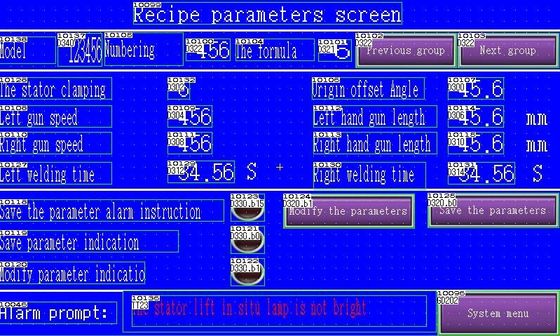
(4)TIG वेल्डिंग फ्यूजिंग मशीन पैरामीटरः
बिजली की आपूर्तिः 220V या 380V,50Hz
वेल्डिंग धुरी,इंडेक्सिंग धुरी,मिटसुबिशी सर्वो मोटर के साथ फीडिंग शाफ्ट और लिफ्टिंग शाफ्ट
पीएलसी: मित्सुबिश 5यू श्रृंखला
टच स्क्रीनः WEINVEIW
सिलेंडर: एयरटाक
दबावः> 0.5MPa
वजनः लगभग 600 किलो
आयामः800*800*1500 मिमी
प्रश्न और उत्तर
1.वेल्डिंग प्रक्रिया के क्रम के बारे में, इनपुट मापदंडों (जैसे वर्तमान, वोल्टेज, रखरखाव समय, आदि...)
और विनिर्देश,सामग्री हैंडलिंग विधि (लोडिंग / अनलोडिंग तंत्र, आदि)
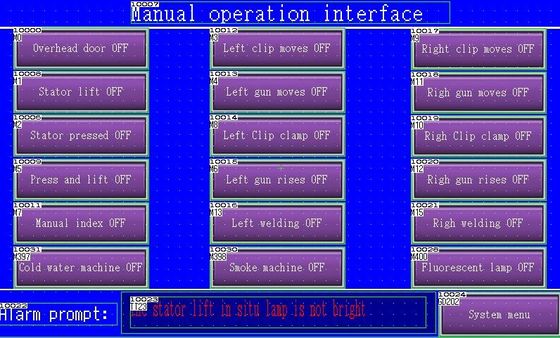
वेल्डिंग प्रक्रिया पूरी तरह से स्वचालित है, वेल्डिंग प्रक्रिया के दौरान दरवाजा बंद है,
और ऑपरेटर द्वारा लोडिंग/अनलोडिंग,
अन्य पैरामीटर स्टेटर की वास्तविक स्थिति के अनुरूप है
2.इस वेल्डिंग मशीन में आर्गन गैस का सटीक उद्देश्य क्या है?
कैसे भरने की छड़ी के बिना दो तांबे की कुंडल जोड़ने के लिए?
वेल्डिंग बंदूक द्वारा बाहर निकाली गई आर्गन गैस का उद्देश्य स्टेटर वर्कपीस की सुरक्षा करना है,
क्योंकि तापमान बहुत अधिक है,
To ensure TIG welding quality The previous process such as enamel remove (contorl the remove size should be more than 8mm)cropping need to ensure the stator quality before welding The PLC tell to weld one slot by slot,
| S. NO | आईएसजी वेल्डिंग मशीन प्रश्न | पवन स्वचालन टिप्पणियाँ |
| मूल जानकारी: | ||
| 1 | प्रति भाग चक्र समय? | 2s' प्रति स्लॉट 3.2 मिनट |
| 2 | वेल्डिंग के लिए किस निष्क्रिय गैस का प्रयोग किया जाता है? | आर्गन |
| 3 | स्लॉट प्रति वेल्ड समय? | 2s' प्रति स्लॉट |
| 4 | ट्रांसफार्मर का प्राथमिक वोल्टेज और करंट? | नहीं, प्रतिरोध वेल्डिंग से अलग, |
| 5 | ट्रांसफार्मर का माध्यमिक वोल्टेज और करंट? | टीआईजी वेल्डिंग में प्राथमिक और द्वितीयक वोल्टेज नहीं है |
| 6 | उत्पाद पर वेल्डिंग करंट? | 90A ~ 110A |
| 7 | वेल्ड नियंत्रक में वेल्ड चक्र। ? 1 चक्र =? मिलीसेकंड. | 0.? ms के बराबर है |
| 8 | कॉइल (उत्पाद) का तापमान कैसे मापा और नियंत्रित किया जाता है? | वर्तमान को नियंत्रित करें, तापमान को नियंत्रित न करें, तापमान सेंसर के साथ माप आवश्यक नहीं है |
| 9 | वेल्डिंग मशीन के लिए इनपुट दबाव? | 0.5MPa से ऊपर > 5Bar |
| 10 | निष्क्रिय गैस प्रवाह दर और सिलेंडर क्षमता? | निष्क्रिय गैस प्रवाह दर समायोज्य है, दबाव गेज द्वारा जाँच की जा सकती है |
| 11 | किस प्रकार की शीतलन प्रणाली की आवश्यकता है? | पानी |
| 12 | शीतलन दर? लीटर प्रति मिनट. | निरंतर आंतरिक लूप ठंडा |
| 13 | वेल्डिंग पैरामीटर जैसे (स्क्वीज/होल्ड/वेल्ड करंट/वेल्ड समय प्रति चक्र/दबाव) | अब ज्यादा ध्यान देने की जरूरत नहीं है, यह संदर्भ के लिए उपयोगी नहीं है, पैरामीटर सेट कर सकते हैं |
| 14 | आपात स्थिति दबाते समय - वायु दबाव और पीएलसी शक्ति बंद हो जाएगा? | अब हम मशीन स्टॉप के रूप में सेट, फिर रीसेट, सभी प्रारंभिक स्थिति में जाना हम भी आप के अनुरोध के रूप में सेट कर सकते हैं |
| 15 | क्या मशीन में एसएमईडी अवधारणा है? | 120 मिमी से 160 मिमी, (आपका वर्तमान ओडी आकार 142 मिमी है) 20 मिनट से 30 मिनट में |
| 16 | क्या वेल्ड करंट जैसे डेटा रिकॉर्डिंग उपलब्ध है? | हाँ |
एचईवी हाइब्रिड के आधार पर, यह ड्राइव मोटर से लैस नहीं है, केवल बीएसजी मोटर है, जो सबसे कम लागत वाली प्रकाश मिश्रण प्रणाली है।मोटर में बड़ी शक्ति टॉर्क और बड़ी बेल्ट ट्रांसमिशन दक्षता है. मोटर स्टार्ट और कम गति पर चलाया जाता है, जो तेजी से गति बढ़ाता है और चिकनी और आरामदायक ड्राइविंग अनुभव देता है।प्रारंभ और मध्य और कम गति के चरणों में गियर को बार-बार बदलने की आवश्यकता नहीं है, और डबल क्लच के लिए लंबे समय और आधा लिंक की आवश्यकता नहीं है, जो पूरी तरह से डबल क्लच की समस्या को हल करता है।यह लागत प्रभावी बड़े पैमाने पर संकरण के लिए विकसित किया गया है, जैसे उन्नत स्टॉप-स्टार्ट, कोस्टिंग और इलेक्ट्रिक बूस्ट 13% से 20% ईंधन की बचत करते हैं।हल्के हाइब्रिड अनुप्रयोग में 48 वोल्ट इलेक्ट्रिक मोटर 12 वोल्ट अल्टरनेटर की जगह लेता है और एक बेल्ट के माध्यम से सीधे इंजन पर लगाया जाता है.
![]()
सम्पर्क करने का विवरण
Shanghai Wind Automation Equipment Co.,Ltd
व्यक्ति से संपर्क करें: Ms. Emily
हम करने के लिए सीधे अपनी जांच भेजें
अधिक गर्म स्टैकिंग मशीन
-
टच स्क्रीन के साथ 220V / 380V 50Hz कम्यूटेटर फ्यूजिंग मशीन 600KGS
-
एकीकृत स्टार्टर जनरेटर असेंबली के लिए टीआईजी वेल्डिंग नो कम्यूटेटर हॉट स्टैकिंग मशीन
-
70KVA ब्रेज़िंग आर्मचर कलेक्टर स्पॉट वेल्डिंग हॉट स्टैकिंग मशीन वेल्डर
-
ऑटोमैटिक हॉट स्टैकिंग मशीन आर्गन आर्क वेल्डिंग मशीन टू वेल्ड मोटर
-
वायर सोल्डरिंग कम्यूटेटर फ्यूजिंग मशीन कार स्टेटर के लिए अल्ट्रासोनिक वेव मेटल वेल्डिंग
-
छोटे डीसी ब्रश मोटर के लिए पूरी तरह से स्वचालित कम्यूटेटर बार हॉट स्टैकिंग मशीन